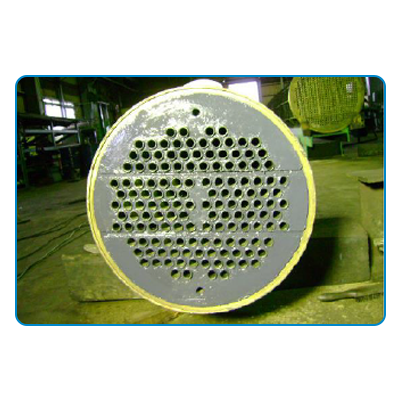
El tipo más común de intercambiador de calor es probablemente el de "tubo y coraza", que normalmente consiste en una carcasa de hierro o acero que contiene un número de tubos con ciertos diámetros.
Los tubos descansan en una placa tubular hecha de latón, o una aleación de cobre/zinc, o una aleación de cobre/zinc/estaño. El flujo de agua regulado por divisores es extremadamente turbulento creando una erosión rápida.
Además, la corrosión galvánica debida a la existencia de varios metales desafortunadamente casi siempre se ve agravada por la naturaleza generalmente corrosiva del agua de enfriamiento utilizada sobre el fierro. Cuando se agrega a esto, factores del uso cotidiano comúnmente encontrados como el mal tratamiento del agua y la falta de mantenimiento adecuado, se puede ver por qué los intercambiadores de calor requieren una atención más sistemática, con los materiales de polimérico grado ingeniería de UPS Ltd./Thistlebond.
Los problemas más comunes son la des-zincificación del haz de tubos y la grafitización de las barras de división. Mientras que tales problemas se resuelven fácilmente mediante los productos de UPS Ltd./Thistlebond, las limitaciones de calor de los polímeros avanzados de UPS Ltd./Thistlebond, junto con problemas de acceso, evitan que las reparaciones con estos productos se lleven a cabo más extensamente, es decir, dentro de la carcasa. Las reparaciones de poliméricas en la placa de tubos están generalmente expuestas a temperaturas moderadas como 48°C.
Reparaciones:
Antes de intentar una reparación de este tipo, asegúrese de que la unidad se encuentre en buen estado mecánico. Las interfaces de la placa de tubos/tubos deben revisarse para detectar fugas.Tales fugas pueden repararse fácilmente con UPS 105 EG Metal Repair Paste antes de la reparación del has de tubos. Verifique si hay fugas nuevamente después del sellado.
Los tubos deben estar secos y todas las superficies metálicas deben limpiarse de forma adecuada. Use aire comprimido para soplar y secar el agua estancada. Las áreas deben limpiarse con chorro abrasivo a un estándar NACE No. 2/SSPC-SP 10, cercano a metal blanco y un perfil de anclaje de 75 micras utilizando abrasivo angular. Todas las superficies se deben desengrasar con el limpiador UPS 9918 MEK Cleaner. Soplar los polvos o abrasivo para limpiar los tubos y la placa de tubo después de la limpieza abrasiva.
Use corchos de diámetro ligeramente mayor que el diámetro interno de los tubos para sellar estos firmemente. Toque con una pieza de madera o placa de metal todos los corchos/tapones simultáneamente para nivelarlos.
Comenzando desde el centro, trabajando hacia los bordes exteriores, aplique UPS 200 EG Ceramic Repair Paste, usando una acción de presionar. Todas las roscas/medidores profundos y espacios abiertos deben ser reconstruidos. Los bordes de horizontales en áreas planas donde no hay tubos, están bien.
El área del sello de la barra de división se debe reconstruir cuidadosamente usando un molde cuadrado cortado al tamaño con un espesor igual al ancho del área del sello para reconstruir. Este debe estar cubierto con UPS 200 EG Ceramic Repair Paste, luego se aplica en este y en la placa tubular para evitar atrapar el aire. El molde se fija cuidadosamente en su lugar.
Después de que UPS 200 EG Ceramic Repair Paste se ha secado al tacto, el molde debe removerse. UPS 205 FG Fluid Grade Ceramic se aplica sobre todas las superficies con un cepillo de cerdas rígidas mientras UPS 200 EG Ceramic Repair Paste se ha secado al tacto (un poco pegajoso).
Si debido a los tiempos de aplicación, UPS 200 EG Ceramic Repair Paste se deja curar totalmente regido y sin adherencia (como secado de un día para otro), entonces se debe realizar una limpieza con un disco abrasivo o cepillo de alambres, seguido de UPS 9918 MEK Cleaner para lavar el área, para tener un perfil de anclaje de trabajo adecuado.
Debido a la capacidad de UPS 205 FG Fluid Grade Ceramic para nivelarse y no dejar poros, con una sola capa basta. Si tiene dudas, aplique una segunda capa. Permita curar durante la noche. Golpeé los corchos suavemente en los tubos con un martillo de bolas, para removerlos.
Alise y bisele los bordes dentados con un esmeril de cono abrasivo, de modo que los bordes estén bien terminados y no haya astillas durante el retiro del corcho. Un sacacorchos o un extractor de empaque harán muy bien para eliminar los tapones aflojados, aunque algunos prefieren medidas más drásticas como "soplar los tapones" desde el otro extremo, utilizando aire comprimido. En donde sea requerido la protección contra corrosión en el acero y mejorar el flujo de fluidos por su baja rugosidad, puede usarse UPS 210 CR Efficency Ceramic.
En donde el servicio requiere una resistencia a la temperatura de hasta 130°C, puede usarse UPS 225 HT High Temperature Ceramic, que es un compuesto de restauración de grado fluido de ingeniería de alto rendimiento, desarrollado específicamente para condiciones de inmersión a alta temperatura y recubrimiento interno de componentes metálicos.
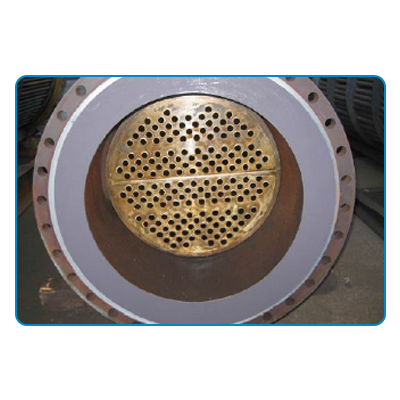
Los tubos descansan en una placa tubular hecha de latón, o una aleación de cobre/zinc, o una aleación de cobre/zinc/estaño. El flujo de agua regulado por divisores es extremadamente turbulento creando una erosión rápida.
Además, la corrosión galvánica debida a la existencia de varios metales desafortunadamente casi siempre se ve agravada por la naturaleza generalmente corrosiva del agua de enfriamiento utilizada sobre el fierro. Cuando se agrega a esto, factores del uso cotidiano comúnmente encontrados como el mal tratamiento del agua y la falta de mantenimiento adecuado, se puede ver por qué los intercambiadores de calor requieren una atención más sistemática, con los materiales de polimérico grado ingeniería de UPS Ltd./Thistlebond.
Los problemas más comunes son la des-zincificación del haz de tubos y la grafitización de las barras de división. Mientras que tales problemas se resuelven fácilmente mediante los productos de UPS Ltd./Thistlebond, las limitaciones de calor de los polímeros avanzados de UPS Ltd./Thistlebond, junto con problemas de acceso, evitan que las reparaciones con estos productos se lleven a cabo más extensamente, es decir, dentro de la carcasa. Las reparaciones de poliméricas en la placa de tubos están generalmente expuestas a temperaturas moderadas como 48°C.
Reparaciones:
Antes de intentar una reparación de este tipo, asegúrese de que la unidad se encuentre en buen estado mecánico. Las interfaces de la placa de tubos/tubos deben revisarse para detectar fugas.Tales fugas pueden repararse fácilmente con UPS 105 EG Metal Repair Paste antes de la reparación del has de tubos. Verifique si hay fugas nuevamente después del sellado.
Los tubos deben estar secos y todas las superficies metálicas deben limpiarse de forma adecuada. Use aire comprimido para soplar y secar el agua estancada. Las áreas deben limpiarse con chorro abrasivo a un estándar NACE No. 2/SSPC-SP 10, cercano a metal blanco y un perfil de anclaje de 75 micras utilizando abrasivo angular. Todas las superficies se deben desengrasar con el limpiador UPS 9918 MEK Cleaner. Soplar los polvos o abrasivo para limpiar los tubos y la placa de tubo después de la limpieza abrasiva.
Use corchos de diámetro ligeramente mayor que el diámetro interno de los tubos para sellar estos firmemente. Toque con una pieza de madera o placa de metal todos los corchos/tapones simultáneamente para nivelarlos.
Comenzando desde el centro, trabajando hacia los bordes exteriores, aplique UPS 200 EG Ceramic Repair Paste, usando una acción de presionar. Todas las roscas/medidores profundos y espacios abiertos deben ser reconstruidos. Los bordes de horizontales en áreas planas donde no hay tubos, están bien.
El área del sello de la barra de división se debe reconstruir cuidadosamente usando un molde cuadrado cortado al tamaño con un espesor igual al ancho del área del sello para reconstruir. Este debe estar cubierto con UPS 200 EG Ceramic Repair Paste, luego se aplica en este y en la placa tubular para evitar atrapar el aire. El molde se fija cuidadosamente en su lugar.
Después de que UPS 200 EG Ceramic Repair Paste se ha secado al tacto, el molde debe removerse. UPS 205 FG Fluid Grade Ceramic se aplica sobre todas las superficies con un cepillo de cerdas rígidas mientras UPS 200 EG Ceramic Repair Paste se ha secado al tacto (un poco pegajoso).
Si debido a los tiempos de aplicación, UPS 200 EG Ceramic Repair Paste se deja curar totalmente regido y sin adherencia (como secado de un día para otro), entonces se debe realizar una limpieza con un disco abrasivo o cepillo de alambres, seguido de UPS 9918 MEK Cleaner para lavar el área, para tener un perfil de anclaje de trabajo adecuado.
Debido a la capacidad de UPS 205 FG Fluid Grade Ceramic para nivelarse y no dejar poros, con una sola capa basta. Si tiene dudas, aplique una segunda capa. Permita curar durante la noche. Golpeé los corchos suavemente en los tubos con un martillo de bolas, para removerlos.
Alise y bisele los bordes dentados con un esmeril de cono abrasivo, de modo que los bordes estén bien terminados y no haya astillas durante el retiro del corcho. Un sacacorchos o un extractor de empaque harán muy bien para eliminar los tapones aflojados, aunque algunos prefieren medidas más drásticas como "soplar los tapones" desde el otro extremo, utilizando aire comprimido. En donde sea requerido la protección contra corrosión en el acero y mejorar el flujo de fluidos por su baja rugosidad, puede usarse UPS 210 CR Efficency Ceramic.
En donde el servicio requiere una resistencia a la temperatura de hasta 130°C, puede usarse UPS 225 HT High Temperature Ceramic, que es un compuesto de restauración de grado fluido de ingeniería de alto rendimiento, desarrollado específicamente para condiciones de inmersión a alta temperatura y recubrimiento interno de componentes metálicos.